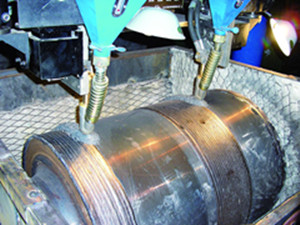
冷轧支承辊的堆焊工艺
冷轧支撑辊是主要的备件之一,磨损比较大,根据磨损情况,采用埋弧堆焊层硬度合金,提高了辊的耐磨性,延长了使用寿命,节约了大量资金。
冷轧支承辊堆焊工艺如下所述
1) 规格:冷轧支承辊根据轧机的大小同辊径也不同。
2) 冷轧支承辊的材质为9CR2MO。
3) 焊材的选择:冷轧支承堆焊焊材很多,要根据价格和质量来合理选择。
焊前准备:
1.
焊前除尽支承辊表面油、锈等杂物,车去疲劳层,探伤检查是否有未清除的裂纹等缺陷,进行硬度检测。
2.
进行预热,预热是缓慢提升,升温速度为30-50℃/h。
焊接厚度
1.LM001打底一层,焊接厚度单边:2.5-3.0mm
2.LM491盖面焊接厚度单边10-13mm(建议单道厚度2.5-3mm)
焊接工艺
1.
焊接参数:焊接电流300-380A,电弧电压28-31V,焊接速度300-350mm/min。
2.
堆焊层:堆焊采用二种堆焊层,打底层,工作层,各层所用焊接材质不同。
3.
堆焊操作人员有一定的操作水平。
4.
冷轧支撑辊堆焊后热处理,堆焊支承辊厚度一般为20MM,加热温度为580-600℃,12h,焊完后立即入炉加热到580-600℃,升温速度为40-55℃/h,恒温12~14h,随时冷却到100℃以下出炉。
5.
焊后进行机加工、探伤、硬度检查等工作。
作者:天津雷公焊接有限公司 技术咨询:18202219679
以上是天津雷公焊接材料有限公司原创文章,装载请说明出处www.chinaleigong.com
|




